
Platte ovale buizenzijn plat ovaal in dwarsdoorsnede (lange as 80-200 mm, korte as 30-80 mm), en problemen zoals dwarsdoorsnede scheefheid en overmatige braden zijn vatbaar bij het snijden van de rechterhoeken. Professionele processen en hulpmiddelen zijn vereist om nauwkeurige verwerking te bereiken om de kwaliteit van het daaropvolgende lassen of montage te waarborgen.
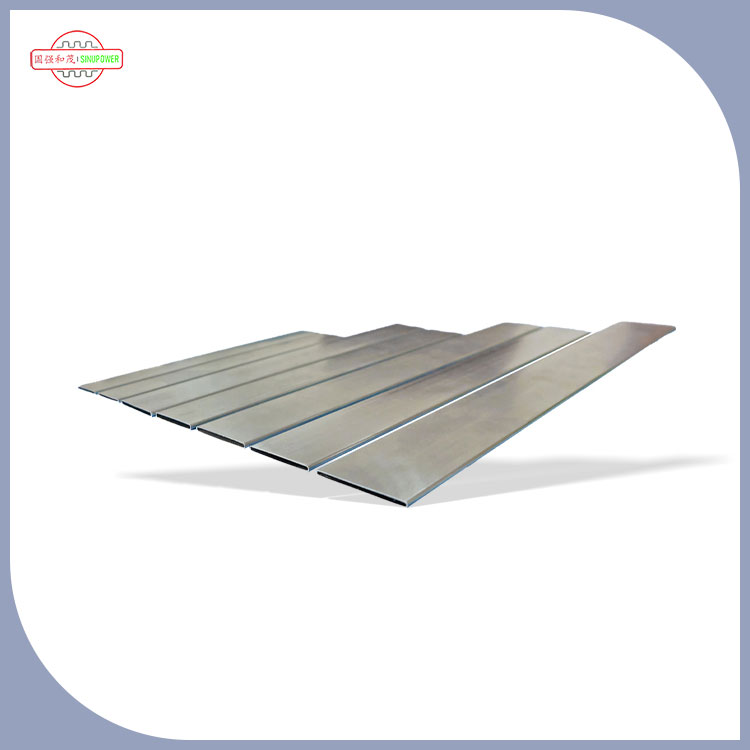
De moeilijkheid om te snijden is geconcentreerd op de transversale kenmerken. De asymmetrische structuur van platte ovale buizen maakt het moeilijk om de juiste hoeknauwkeurigheid van de traditionele one-size-fits-all methode te waarborgen. Als de afdeling van de snijhoek groter is dan 1 °, zal de kontverbindingsgap groter zijn dan 0,5 mm, wat de lassterkte beïnvloedt. Bovendien, wanneer de buiswanddikte (meestal 2-5 mm) ongelijk is, zijn lokale oververhitting en vervorming vatbaar voor optreden. Vooral bij de verwerking van roestvrijstalen materialen zal hoge temperatuur ervoor zorgen dat oxide -schaal zich vormt, waardoor de daaropvolgende slijpkosten worden verhoogd.
Toolselectie moet overeenkomen met het materiaal en de specificaties. Voor koolstofarme stalen vlakke ovale buizen wordt plasma snijden (huidige 80-120A) aanbevolen, met een snijsnelheid van 10-15 mm/s, en de verticaliteitsfout van de sectie kan worden geregeld binnen 0,3 mm/m; Voor roestvrijstalen materialen heeft lasersnijden (vermogen 500-1000 W) de voorkeur, die contactloze verwerking realiseert via energierijke lichtstralen die worden overgedragen door optische vezels, met een warmte-aangetaste zone van <0,1 mm om intergranulaire corrosie te voorkomen. Dunwandige buizen (dikte <3 mm) kunnen CNC-draadknippen gebruiken met een nauwkeurigheid van ± 0,01 mm, wat geschikt is voor de verwerking van precisiecomponenten.
Het operatieproces richt zich op positionering en parameterinstelling. Voor het snijden moeten de buisfittingen worden vastgesteld door armaturen om ervoor te zorgen dat de snijlijn loodrecht op de as staat (afwijking ≤0,5 °), en de klemkracht van het armatuur wordt geregeld bij 5-10 MPa om vervorming te voorkomen; Tijdens plasma snijden wordt het mondstuk 3-5 mm weg van de pijpwand gehouden en wordt de gasdruk (lucht of stikstof) ingesteld op 0,6-0,8 mpa om boogdivergentie te voorkomen; Lasersnijden moet de focuspositie aanpassen volgens de wanddikte, en de focus van dikwandige pijpen wordt aangepast aan 1/3 van de pijpwand om de snijpenetratie te verbeteren.
Daaropvolgende verwerking beïnvloedt de uiteindelijke kwaliteit. Na het snijden is een hoekmolen (met een maalwiel van 120 grit) vereist om bramen te verwijderen om de dwarsdoorsnede ruwheid RA≤12,5μm te maken; Roestvrijstalen buizen moeten worden gepassiveerd (gedurende 10-15 minuten ondergedompeld in salpeterzuuroplossing) om roest op de snede te voorkomen. Voor scènes met hoge precisievereisten (zoals de assemblage van de auto-uitlaatpijp), moet de rechterhoekafwijking worden gedetecteerd door een drie-coördinaat meetinstrument om ervoor te zorgen dat het voldoet aan de tolerantienorm van ± 0,1 °.
Rechte hoeken op f snijdenlat ovale buizenVereist rekening met zowel apparatuurprestaties als procesdetails. Door precieze positionering, parameteroptimalisatie en daaropvolgende verwerking kunnen een soepele dwarsdoorsnede en nauwkeurig hoekverwerkingseffect worden bereikt, waardoor een basisgarantie wordt geboden voor de afdichting en structurele sterkte van de pijpleidingverbinding.